Panoramica delle chiavi per maschiatori

Il rubinetto è come un "dado inverso". Non è la filettatura esterna (su rinforzo liscio o filo) che viene tagliata, ma la filettatura interna (in un pezzo forato per un dado, un pezzo grezzo). Il porta rubinetti è caratterizzato da un metodo di applicazione meccanizzato (in un mandrino per cacciavite) o manuale (una manopola).


descrizione generale
Il collare per rubinetti manuale è disponibile nei design diritti e a forma di L. I componenti principali del porta rubinetto sono:
- cornice prismatica;
- maniglia statica;
- una maniglia rimovibile con un cricchetto che fissa il cambio di posizione quando si gira un certo angolo.
Come parti aggiuntive: cuscinetti mobili e un dispositivo per la loro immobilizzazione come parte dei porta rubinetti regolabili.


Grazie alla sua forma standardizzata sotto forma di un elemento quadrato (secondo gli standard di GOST n. 3266), i portamaschi sul mercato degli utensili sono unificati. Sono compatibili con filettature sinistre e destre e funzionano su frese in pollici e metriche. A seconda del progetto, il portamaschi può essere con portamaschi piatto o ad L, con movimento radiale o assiale della fresa, con possibilità di regolare la sezione libera per la coda.

Il portamaschi ha una, due o tre sezioni di arrivo, a seconda del diametro della scanalatura filettata da tagliare. Il movimento assiale assume l'esecuzione dell'estremità dell'utensile e lavora con un accesso libero estremamente limitato all'area di taglio.
Il supporto del maschio finale richiede uno sforzo maggiore durante il taglio: per facilitare il lavoro, nell'utensile è montato un cricchetto che fissa in modo affidabile la taglierina per spostare la maniglia.

Visualizzazioni
In termini di dimensioni (diametro interno) del foro filettato, secondo il GOST domestico, chiavi per rubinetti delle gamme M3-M12, M6-M20, M8-M36, M1-M12, M1-M10, M4-M12, M8-M25 e molti altri sono diffusi sul mercato ... Più potente e spessa è la manopola, maggiore è la forza che il master può applicare al rubinetto. Per progettazione, oltre ai suddetti portamaschi terminali, sul mercato delle frese manuali c'è un supporto per un maschio a prisma, oltre a uno universale.


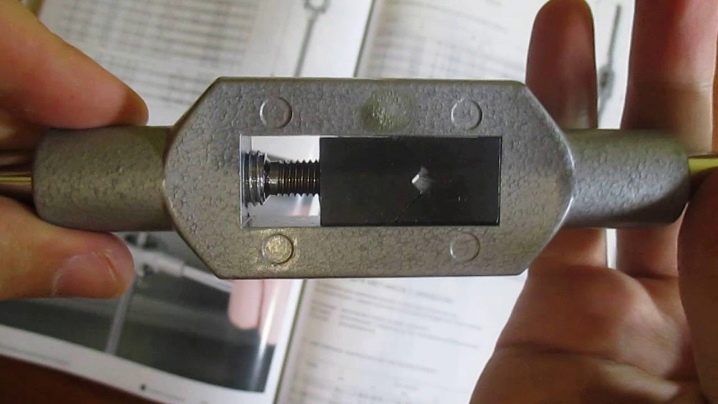
Porta rubinetteria prismatico - due sovrapposizioni nel telaio, mentre uno si inserisce nell'altro, come gli elementi di un mosaico o di un puzzle. Prismi rettangolari, dopo essersi chiusi, formano uno spazio vuoto di forma quadrata nel mezzo, nel quale viene inserita una fresa con un gambo della stessa forma e dimensione.
Questo è simile al sistema di manovella su una bicicletta: il fissaggio dei pedali sull'asse del meccanismo a boccola in questo caso è uno spazio quadrato in cui viene inserita l'asta del carrello (e serrata con un dado o un bullone).

Il rubinetto si comporta allo stesso modo quando è fissato nel supporto del rubinetto. Il serraggio del gambo nel supporto viene effettuato utilizzando le barre della manopola regolabili.
Il portamaschi universale è lo stesso utensile ausiliario a scorrimento prismatico. Per il lavoro congiunto con un maschio a cricchetto finale, con il supporto viene fornito un adattatore dotato di tale cricchetto. Ciò consente l'utilizzo di entrambi i tipi di torcia precedentemente discussi, bypassando la dipendenza della torcia selezionata dal tipo di portachiave.


Come farlo da soli?
La manopola del supporto più semplice è realizzata nel modo seguente.
- Praticare un foro per bulloni M10 al centro di un pezzo (ad esempio 5 cm) di una barra d'armatura quadrata con una sezione trasversale, ad esempio, di 400 mm2 (il lato del quadrato è di 20 mm).In questo esempio, viene utilizzato un maschio con filettatura sinistra su un gambo per dado M10. Il foro per il rubinetto è praticato rigorosamente al centro (al centro) del pezzo dell'asta. La profondità del foro è metà o? lo spessore dell'asta. Ad esempio, un'asta da 20 mm viene forata fino a 10…13 mm.
- Usa un altro rubinetto per tagliare i fili in questo foro centrale. Si consiglia di tagliare quello sinistro: quello destro interferirebbe con il lavoro con una chiave del genere, la taglierina verrebbe svitata durante il taglio degli spazi vuoti. Avvitare il rubinetto, assicurarsi che "sieda" lì saldamente.
- Alle estremità di un pezzo di un'asta, praticare gli stessi fori per le traverse della manopola, ad esempio fino a 1 ... 1,5 cm di profondità e tagliare un filo simile.
- Avvitare le lunghezze dei perni nei fori laterali. Ad esempio, la lunghezza di ciascuno è di 10 cm e indossali - per comodità di lavoro - tubi termorestringenti o un pezzo di normale tubo sottile.

Suggerimento: durante la foratura, rispettare rigorosamente l'ortogonalità. Un'inclinazione di almeno un grado su entrambi i lati causerà inconvenienti durante il funzionamento e contribuirà a un'usura più intensa sia della torcia che del supporto. Si consiglia di eseguire tutti i lavori di foratura su un trapano, sul quale l'ortogonalità (perpendicolarità) della corsa del trapano è già impostata in fabbrica.
Se la base del supporto è in acciaio, che viene utilizzato per la produzione di accessori da costruzione A400-A500, dopo aver tagliato e testato il supporto, può essere indurito in olio per macchine, come l'indurimento di coltelli, seghe e asce fatti in casa. L'acciaio temprato è molte volte più resistente all'usura rispetto all'acciaio non temprato. Temperare la manopola renderà l'apparecchio durevole. In alternativa, si consiglia di procurarsi dell'acciaio per utensili, ad esempio utilizzare una chiave inglese grande rotta o una pinza come pezzo grezzo per una chiave. La foratura e la segatura della base del collare vengono eseguite con un trapano e un disco diamantato.


La fabbricazione di un supporto prismatico è un po' più complicata. Le metà delle piastre di bloccaggio, azionate dalle chiavi, sono affilate su una fresatrice, che faciliterà notevolmente questa lavorazione della chiave con una macchina CNC. L'uso del taglio laser e della fresatura è approssimativamente lo stesso: la precisione dei dispositivi CNC semplifica la copia di un gran numero di parti identiche. Le metà che premono il rubinetto sono realizzate in lamiera d'acciaio a pareti spesse (10-20 mm).


Inoltre, le metà sono posizionate in un telaio saldato da un profilo a U, in cui vengono praticati fori per le metà manuali della manovella. Ma le metà possono essere collegate senza telaio: le stesse barre filettate della chiave le daranno la posizione più stabile, grazie alla quale il gambo del rubinetto viene bloccato a fondo. Le metà del morsetto sono forate in modo controcoassiale: i perni avvitati, che il maestro prende durante l'infilatura nei pezzi, passano attraverso il primo mezzo prisma - da un lato - e metà entrano nel secondo.
Il meccanismo senza cricchetto è molto più facile da fabbricare, poiché il cricchetto richiederebbe anche una parte in cui sono installati uno o due cuscinetti a sfera. Come dimostra la pratica, l'importante è garantire la funzionalità e la durata della manopola del supporto per molti anni. Il sofisticato design del cuscinetto è una soluzione per gli artigiani che hanno superato il primo livello di esperienza nella realizzazione di utensili manuali in proprio in un garage.














Il commento è stato inviato con successo.