Panoramica e ricottura delle rondelle in rame

La revisione e la ricottura delle rondelle di rame è un argomento molto importante nel campo tecnico moderno. Una panoramica dei set di rondelle di tenuta 10x14x1 mm e altre dimensioni è di grande importanza. È molto utile sapere come ricotturarli, nonché quali sono i requisiti di base per il GOST esistente.
Descrizione e scopo
L'uso di vari elementi di tenuta è praticato per migliorare l'affidabilità e la stabilità delle connessioni a vite. La scelta del materiale per la rondella è determinata dagli effetti del giunto. Una rondella di rame è più adatta dove ci sono temperature e pressioni elevate in modalità costante o intermittente. Pertanto, è ampiamente utilizzato nell'industria meccanica durante l'assemblaggio di meccanismi progettati per l'alta pressione. Prima di tutto, stiamo parlando di carburante e attrezzature idrauliche.


L'attrattiva delle rondelle di rame per un supporto su una motosega e per un tappo di scarico dell'auto è anche associata a:
- elevata resistenza chimica del loro materiale in un ambiente aggressivo;
- eccellente resistenza alla corrosione;
- conservazione delle funzioni di tenuta sotto l'azione di temperature elevate, nonché con significative fluttuazioni del regime termico;
- resistenza alle vibrazioni;
- forza e stabilità delle proprietà di base sotto pressione significativa.

Tali elementi di fissaggio possono essere utilizzati anche nei meccanismi automobilistici, tutte le cui parti sono costantemente riscaldate, pur essendo ancora inumidite. Questo alto livello di responsabilità significa che queste lavatrici soddisfano requisiti molto esigenti. Il rispetto del GOST specificato per un tipo specifico di prodotto è di fondamentale importanza. Le informazioni sulla conformità possono essere trovate sulla confezione originale del kit e sul certificato di qualità allegato. Il raggiungimento delle proprietà richieste dipende principalmente dalle caratteristiche della materia prima.

L'aspetto delle rondelle è chiaramente descritto in GOST 18123-82. Secondo questo standard, non dovrebbero esserci deviazioni dalla forma liscia sulla superficie. Non sono ammesse bave o crepe. Anche le rondelle con segni di corrosione o con gocciolamenti metallici non sono conformi alle norme. La rugosità superiore a 3,2 micron consente inoltre di non accettare il prodotto.
Il processo di controllo implica, prima di tutto, un controllo visivo. Se necessario, viene effettuato uno studio accurato attraverso una lente di ingrandimento. La rugosità viene valutata mediante standard di indicatori in conformità con GOST 9378-75 o utilizzando dispositivi di misurazione specializzati.
A volte la rondella di rame è rivestita con uno speciale strato di polvere per fornire ulteriore resistenza alla corrosione. Questo rivestimento è regolato da GOST 9.302-79.

Caratteristiche della produzione
Strutturalmente, i set di rondelle di rame possono rappresentare raccolte di dischi rotondi, a volte rettangolari. Si distinguono chiaramente per le loro categorie di accuratezza. Livello di precisione standard - B, Livello di precisione aumentato - A. La tecnologia attualmente utilizzata prevede la produzione di rondelle di rame mediante taglio o estrusione dal metallo. Gli elementi iniziali possono essere fogli o lastre.

Il prodotto sigillante deve essere ricotto e poi chiarificato. Non può avere graffi e ammaccature. Inoltre, non dovrebbero esserci scheggiature che impediscano il funzionamento della lavatrice. Il ruolo della ricottura è aumentare la plasticità del metallo, a causa della quale è esclusa la deformazione della parte con una caduta di temperatura.
Molto spesso, il rame dei gradi M1, M2, M3 viene utilizzato per la produzione di rondelle. Tra questi, l'M3 è la scelta migliore. È vero, il metallo può essere sostituito a seconda delle sfumature dell'operazione futura.
In alcuni casi vengono utilizzati tipi di rame più esotici, contenenti piccole quantità di ossigeno e fosforo.

La ricottura viene effettuata direttamente presso il sito produttivo, ma se il prodotto viene stoccato per lungo tempo, sarà necessario ripetere la procedura.

Gradi dei materiali
La marcatura ufficiale della rondella di rame indica sempre la presenza di vernici a polvere. I prodotti di classe P29 sono zincati e passivati. Il marchio P34 significa che il prodotto è solo passivato. Nei casi in cui lo standard prevede più di una classe di precisione, le sue designazioni sono collocate all'inizio del marchio. La composizione della marcatura comprende:
- tipo di esecuzione;
- sezione del filo;
- spessore della parte;
- marchio chimico;
- indice condizionale;
- lo spessore del rivestimento utilizzato;
- norma applicata.
Esistono standard di base:
- GOST 10450-78 (piccoli prodotti)

- GOST 6958-78 (rondelle allargate)

- GOST 11371 (strutture piatte)

- GOST 19752-84 (guarnizioni piatte in metallo per la tenuta)

- DIN 7603 A (anelli di tenuta in rame).


La rondella in rame-alluminio ha un marchio speciale: SHAM. Ci sono differenze di diametro. Altre marche:
- DIN 125 (di base)

- DIN 433 (stretto, per rivestimento)

- DIN 7349 (per spine elastiche)

- DIN 988 (supporto, per regolazione)
- LARGO (tipo di corporatura).

Come ricottura correttamente?
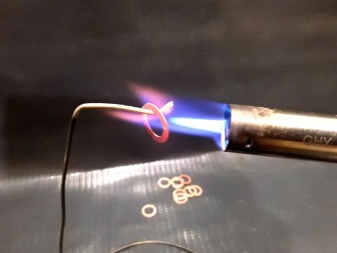
Vale la pena sparare rondelle di rame sotto gli ugelli se non altro per alleviare le sollecitazioni interne che inevitabilmente compaiono durante la lavorazione del materiale in produzione. Ma è molto importante seguire chiaramente questa procedura. Il processo viene eseguito quando riscaldato a 700 gradi. Quindi le parti vengono raffreddate dolcemente in modo naturale a temperatura normale fino a quando non si raffreddano a +25 gradi Celsius.
Il trattamento termico viene effettuato utilizzando una torcia di saldatura. La fiamma viene accesa in esso utilizzando ossigeno e acetilene forniti da diverse bombole. Un'altra sfumatura importante: sono necessari guanti e occhiali. Dovrebbe esserci un estintore vicino al luogo di lavoro. Dopo aver collegato i tubi alle bombole, è necessario aprire del 50% la valvola dell'acetilene sul bruciatore. Dopo aver acceso il gas, attendi che appaia una fiamma rosso-arancio.

Successivamente, la valvola dell'ossigeno viene aperta fino alla comparsa di una fiamma blu. In questo momento, le rondelle sono bruciate. Il fuoco è diretto al disco e diretto lungo la superficie, ottenendo un bagliore rosso ciliegia. Successivamente, chiudere immediatamente entrambe le valvole del gas. Quindi, come già accennato, dovrai lasciare raffreddare i prodotti.

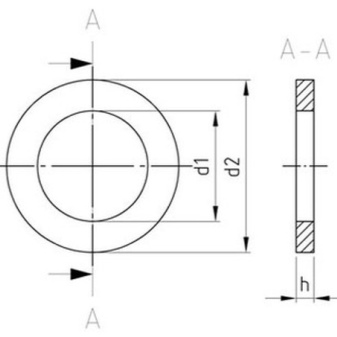
Dimensioni (modifica)
Le dimensioni delle rondelle in rame variano notevolmente in base allo standard di produzione applicabile e all'area di utilizzo. Nella pratica domestica, ci sono le seguenti dimensioni di base:
- rondelle di tenuta per KAMAZ 6x12x1 (1.5), 8x12x1.0;
- guarnizione per tubi dell'olio di KAMAZ e MAZ 8x12x1,5, 9x15x0,7;
- per iniettori KAMAZ 9,7x17,5x1,5;
- per tubi carburante 10x16x1.0 (1.5).
Un buon esempio di prodotti con uno spessore di 1 mm è la modifica 10x14x1. Le dimensioni esatte saranno 10,3x14,6x1,0. Una singola copia pesa 0,67 g Il rilascio di rondelle 10x14 viene effettuato almeno in lotti di 10 pezzi.
Importante: solo i produttori russi cercano di mantenere esattamente queste dimensioni.

Il prodotto è anche popolare con le dimensioni di 5x10x1 e 10x12x1, 38x52x3. I prodotti della categoria M10, incluso M10x14, differiscono:
- con un diametro di 10 mm (non senza motivo indicato nella designazione);
- del peso di 3 grammi;
- con un diametro interno di 20 mm.


Infine, sul mercato sono richieste rondelle in rame nelle seguenti dimensioni:
- M8;
- M12;
- M14;
- M16.

Un processo dettagliato per la ricottura delle rondelle in rame è presentato nel seguente video.













Il commento è stato inviato con successo.